





飛剪機多工位法
多工位法的基本原理:通過一次裝夾多個工件,飛剪機達到縮短單位裝夾時間,延具有效切削時間的目的。多工位夾具即擁有多個定位夾緊位置的夾具。
將相同的幾個夾具放在同一工作枱使用,同樣可以實現“多工位”裝夾的目的。這種方法所涉及的夾具一般應經過“標準化設計、高精度制造”,否則難以達到數控機床工序加工的要求。





飛剪機電永磁夾具
飛剪機電永磁夾具是以釹鐵硼等新型永磁材料為磁力源,運用現代磁路原理而設計出來的一種新型夾具。大量的機加工實踐表明,電永磁夾具可以大幅提高數控機床、加工中心的綜合加工效能。
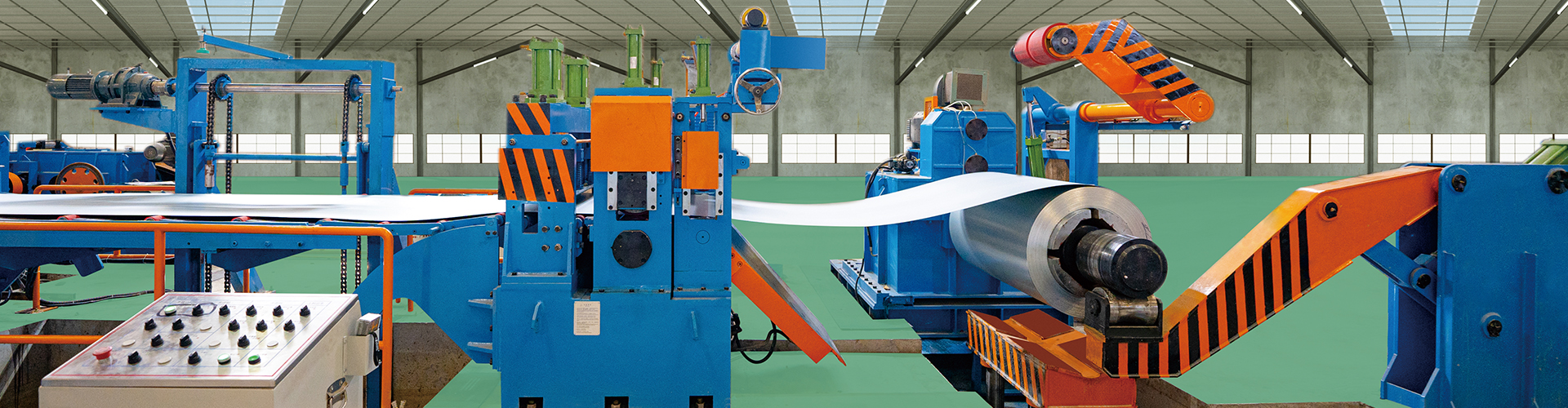
有利于提高數控機床的綜合加工效能。電永磁夾具的吸力一般在15~18Kgf/cm2,因此一定要保證吸力(夾緊力)足夠抵抗切削力,一般情況下,吸附面積不應小于30cm2,即夾緊力不小于450Kgf。 飛剪機機架采用鋼結構件,左、右立板,工作臺和壓料板焊接成一整體結構,焊后經回火消除其內應力,故整體鋼性好,穩定性高。其液壓系統安裝于油箱端面,油箱固定在機架橫梁上,清洗、拆卸方便。分別為向前、后粗調按鈕,按住其中的按鈕時后擋料做快速的向前、向后移動。在按鈕盒上有一個調節手輪,對行程進行微調定位,按鈕盒上有一機械數顯表顯示后擋料的擋料距離。
飛剪機機架采用鋼結構件,左、右立板,工作臺和壓料板焊接成一整體結構,焊后經回火消除其內應力,故整體鋼性好,穩定性高。其液壓系統安裝于油箱端面,油箱固定在機架橫梁上,清洗、拆卸方便。分別為向前、后粗調按鈕,按住其中的按鈕時后擋料做快速的向前、向后移動。在按鈕盒上有一個調節手輪,對行程進行微調定位,按鈕盒上有一機械數顯表顯示后擋料的擋料距離。
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com